Residual stresses can occur as a result of the production process or due to load during operation. Having a favorable distribution can have a positive effect on product life, so knowing the stress state is an important consideration when designing machine parts. Several residual stress measurement methods are available in the market, which differs in distance from the surface on which the measurement can be made and are shown in Figure 1. X-ray diffraction (XRD) is most suitable when we want to know their distribution on the surface of the measured component or. just below it – to a depth of < 0.02 mm.
When combined with intermediate electrolytic polishing, which has a minimal effect on the release of residual stresses due to slow removal, measurements can be made up to a depth of several mm, but the sample surface is damaged.
 Figure 1 Comparison of residual voltage measurement methods
Figure 1 Comparison of residual voltage measurement methods

Measurement of residual stresses by the X-ray diffraction method
XRD utilizes X-rays as a carrier of a signal that is reflected off the individual crystal levels (Figure2). If there is a change in the distance between the crystalline planes, this indicates the appearance of residual stresses.
The method only allows a measurement to be carried out at one point at a time. Therefore, multiple measurements are required to know the distribution in one direction.
To measure residual stresses and residual austenite, the LAVAR laboratory uses a 300 W Proto iXRD portable device, which allows the measurement of residual stresses to a depth of 0.016 mm and is an effective tool when we want to:
- optimize the process parameters of surface treatments to reduce residual stresses – shot peening, laser fatigue, etc.,
- control surface treatment processes,
- determine the influence of the process parameters of joining and cutting processes on the residual stresses,
- preventive measure of residual stresses on the structure in the field,
- measure residual austenite.
Many times, due to the purpose of the machine part, we want it to have a martensitic structure. This can be achieved by adequate heat treatment of the steels in which the machined part is heated into the austenitic region and then rapidly cooled, thereby converting the austenite to martensite. Under rapid cooling, non-equilibrium conditions or subcooling occur, which causes the material to cool below the temperature indicating the end of the transformation to martensite before all austenite is converted to martensite. The microstructure of such material consists of martensite and residual austenite. If a machine part with such a microstructure is embedded in an assembly where a narrow tolerance range is required and during operation, a conversion into martensite occurs, the volume of the machine part changes. The reason is the different geometry of the crystal lattice of martensite compared to the crystal lattice of austenite.
Measurement of residual austenite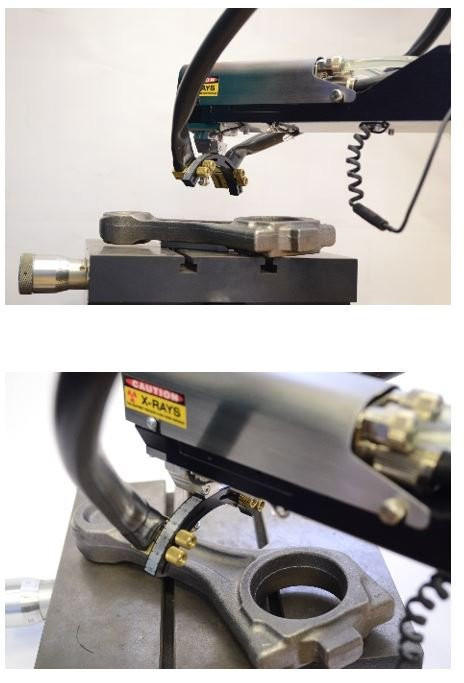
Contact:
lavarLAB![]() fs.uni-lj.si
fs.uni-lj.si